扫一扫快捷咨询

全国咨询热线:
0755-88823250
扫一扫快捷咨询
全国咨询热线:
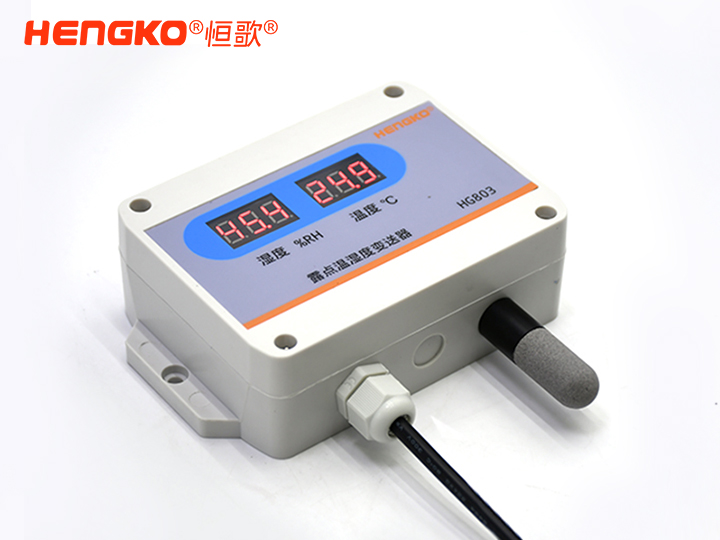
0755-88823250 恒歌防水温湿度传感器结合了温度和湿度传感技术,通过测量环境中的温度和湿度值,将其转换为电信号输出,并且具有防水外壳,能够在潮湿甚至水下环境中正常工作,不受水分干扰,同时,还具有高精度、高稳定性、快速响应等特点,为食品行业提供了可靠的监测手段。
一、防水温湿度传感器在食品行业的应用
1.食品储存监测
食品在储存过程中,过高或过低的温度可能导致食品变质、发霉,而湿度过大则可能导致食品吸湿、变软,防水温湿度传感器能够实时监测食品储存环境的温度和湿度,及时发现异常情况,为食品储存提供有效的监控手段。
2.食品生产过程控制
在食品生产过程中,烘焙食品需要控制烤箱内的温度和湿度,以确保产品的口感和品质;肉制品加工过程中需要控制腌制和熟化环境的湿度,以防止细菌滋生,防水温湿度传感器能够实时监测生产环境的温度和湿度,为生产过程提供精确的控制依据,确保产品质量和安全。
3.食品冷链物流监测
食品冷链物流是确保食品新鲜度和安全性的重要环节,在运输过程中,温度和湿度的变化可能导致食品变质,防水温湿度传感器能够实时监测冷链物流过程中的温度和湿度,及时发现异常情况,为物流管理者提供有效的监控手段,确保食品在运输过程中的质量和安全。
二、防水温湿度传感器的优势
1.高精度测量:防水温湿度传感器具有高精度测量能力,能够准确反映环境中的温度和湿度变化,为食品行业提供可靠的监测数据。
2.防水功能:防水温湿度传感器具备防水外壳,能够在潮湿甚至水下环境中正常工作,不受水分干扰,适应食品行业复杂多变的生产环境。
3.快速响应:防水温湿度传感器具有快速响应能力,能够迅速感知环境中的温度和湿度变化,为食品行业提供及时的监测信息。
4.高稳定性:防水温湿度传感器具有高稳定性,能够在长期运行过程中保持稳定的性能,为食品行业提供可靠的监测支持。
恒歌防水温湿度传感器在食品行业中的应用具有广泛的前景和重要的意义,它能够实时监测食品储存和生产环境的温度和湿度,为食品行业提供可靠的监测手段,确保食品质量和安全,随着食品工业的不断发展和消费者对食品安全和质量的日益关注,防水温湿度传感器在食品行业中的应用将会得到更广泛的推广和应用。
以上就是关于 防水温湿度传感器在食品行业的应用 全部内容;
版权保护: 本文由 小编 原创,转载请保留链接:https://www.hkometer.com/xinwendongtai/817.html
服务热线